Descrizione del prodotto
Elettrodo per saldatura dell'acciaio inossidabile  | |
| APPLICAZIONE | È Adatto a saldatura struttura a basso tenore di carbonio dell'acciaio inossidabile 00cr18ni9, anche può Essere usato a la resistenza della corrosione della struttura dell'acciaio inossidabile, come 0cr19ni11ti, di cui la temperatura di funzionamento inferiore 300 a º C, esso pricipalmente è Usata per fabbricazione di fibra sintetica, di fertilizzante, di petrolio e di altra strumentazione |
| POSIZIONI DI SALDATURA: | PA, PB, PC, PALLADIO, PE, PF |
| CARATTERISTICHE: | Sia il CA che la CC possono essere usati e possono essere saldatura di tutto-posizione. Può Raggiungere la prestazione eccellente della saldatura, l'arco stabile, poco spruzzo, la rimozione facile delle scorie e la buona apparenza della saldatura. Il metallo depositato ha buona resistenza a corrosione intergranulare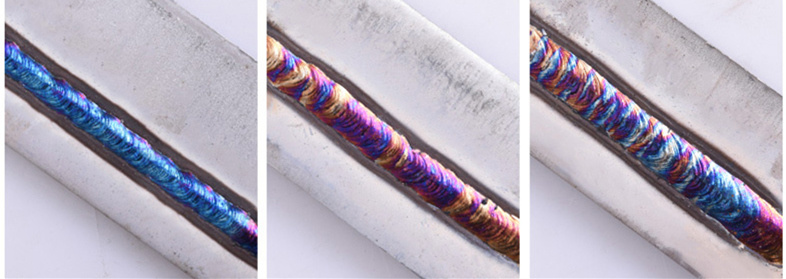 |
| AWS A5.4 E316L-16 | |||||
| Attenzione: | |||||
| 1. L'elettrodo deve essere re-asciutto da 320º C-350º C per 1 ora prima della saldatura | |||||
| 2. La ruggine, il petrolio, l'acqua ed altre impurità Della zona della saldatura devono essere rimossi prima della saldatura | |||||
| 3. DC+ è Migliore del CA, l'input di calore più Basso è Suggerito, la temperatura di preriscalda e i interpass mantengono sotto 150º C. | |||||
| Composizione chimica di tutto il metallo di saldatura: (Pesi %) | |||||
| Punti | C | Manganese | Si | S | P |
| Requisiti | ≤ 0.04 | 0.5-2.5 | ≤ 1.00 | ≤ 0.03 | ≤ 0.04 |
| Risultati tipici | 0.03 | 1.01 | 0.68 | 0.015 | 0.025 |
| Punti | Ni | Cr | Mo | Cu | --- |
| Requisiti | 11.0-14.0 | 17.0-20.0 | 0.5-2.5 | ≤ 0.75 | --- |
| Risultati tipici | 11.82 | 19.01 | 2.46 | 0.08 | --- |
| Proprietà Meccaniche di tutto il metallo di saldatura: | |||||
| Punti | Rm/MPa | A/% | |||
| Requisiti | ≥ 490 | ≥ 25 | |||
| Risultati tipici | 580 | 45 | |||
| Modi di utilizzazione tipici: (CA o DC+) | |||||
| Diametro (millimetro) | 2 | 2.5 | 3.2 | 4 | 5 |
| Lunghezza (millimetro) | 300 | 300 | 350 | 400 | 400 |
| Corrente (A) | 25-50 | 50-80 | 80-110 | 110-160 | 160-200 |
| AWS A5.4 E308-16 | |||||||||
| Attenzione: | |||||||||
| 1. L'elettrodo deve essere re-asciutto da 320º C-350º C per 1 ora prima della saldatura | |||||||||
| 2. La ruggine, il petrolio, l'acqua ed altre impurità Della zona della saldatura devono essere rimossi prima della saldatura | |||||||||
| 3. DC+ è Migliore del CA, l'input di calore più Basso è Suggerito, la temperatura di preriscalda e i interpass mantengono sotto 150º C. | |||||||||
| Composizione chimica di tutto il metallo di saldatura: (Pesi %) | |||||||||
| Punti | C | Manganese | Si | S | P | Ni | Cr | Mo | Cu |
| Requisiti | ≤ 0.08 | 0.5-2.5 | ≤ 1.00 | ≤ 0.03 | ≤ 0.04 | 9.0-12.0 | 18.0-21.0 | ≤ 0.75 | ≤ 0.75 |
| Risultati tipici | 0.06 | 0.87 | 0.67 | 0.01 | 0.025 | 9.5 | 20 | 0.09 | 0.08 |
| Proprietà Meccaniche di tutto il metallo di saldatura: | |||||||||
| Punti | Rm/MPa | A/% | |||||||
| Requisiti | ≥ 550 | ≥ 30 | |||||||
| Risultati tipici | 596 | 43 | |||||||
| Modi di utilizzazione tipici: (CA o DC+) | |||||||||
| Diametro (millimetro) | 2 | 2.5 | 3.2 | 4 | 5 | ||||
| Lunghezza (millimetro) | 300 | 300 | 350 | 400 | 400 | ||||
| Corrente (A) | 25-50 | 50-80 | 80-110 | 110-160 | 160-200 | ||||
| AWS A5.4 E309-16 | |||||
| Composizione chimica di tutto il metallo di saldatura: (Pesi %) | |||||
| Punti | C | Manganese | Si | S | P |
| Requisiti | ≤ 0.15 | 0.5-2.5 | ≤ 1.00 | ≤ 0.03 | ≤ 0.04 |
| Risultati tipici | 0.06 | 0.89 | 0.69 | 0.01 | 0.025 |
| Punti | Ni | Cr | Mo | Cu | --- |
| Requisiti | 12.0-14.0 | 122.0-25.0 | ≤ 0.75 | ≤ 0.75 | --- |
| Risultati tipici | 12.5 | 24.05 | 0.1 | 0.08 | --- |
| Proprietà Meccaniche di tutto il metallo di saldatura: | |||||
| Punti | Rm/MPa | A/% | |||
| Requisiti | ≥ 550 | ≥ 25 | |||
| Risultati tipici | 600 | 38 | |||
| Modi di utilizzazione tipici: (CA o DC+) | |||||
| Diametro (millimetro) | 2 | 2.5 | 3.2 | 4 | 5 |
| Lunghezza (millimetro) | 300 | 300 | 350 | 400 | 400 |
| Corrente (A) | 25-50 | 50-80 | 80-110 | 110-160 | 160-200 |
 |
| Il nostro elettrodo per saldatura è Stato esportato a La Germania, Polonia, Italia, Francia e molto l'altro countriesin Europa ed Asia Sud-Orientale. Buone risposte guadagnate loro e dall'associazione a lungo termine stabilita  |
| La nostra fabbrica: I materiali di saldatura di Shijiazhuang Tianqiao il Co., srl sono stati fondati in 2007, con forte forza tecnica e il equipement completo del prodotto ed hanno guadagnato la certificazione di iso Nostro prodotti principali Essere: Elettrodi per saldatura del carbonio dell'acciaio dolce; Bastoncini bassolegati della saldatura di acciaio; Elettrodo termoresistente della saldatura di acciaio; Bastoncini della saldatura di acciaio di temperatura insufficiente; Elettrodo per saldatura dell'acciaio inossidabile; Bastoncini di saldatura del ghisa, ecc. Il nostro elettrodo per saldatura ha eccellente prestazione: Qualità Stabile, modanatura elegante della saldatura, buon detachability delle scorie, buona abilità Antiruggine, Anti-stomata e crepa, prestazione stabile dei meccanici del metallo depositato.   |
FAQ:
1. Maufacturer?
Siamo una fabbrica professionale con esperienza di anni 20+
2. MOQ?
1Ton Per i bastoncini di saldatura del ghisa & Dell'acciaio inossidabile;
25Tons Per altri tipi, la specifica mixed è Giusta
3. Imballaggio dell'OEM con la vostra propria marca?
Sì , è Disponibile. Il costo dipende dal vostro disegno
4. Termine di consegna?
È Generalmente dei 5-10 giorni
Avere bisogno del tempo maggiore se personalizzate il vostro prodotto o imballaggio
5. È Il campione disponibile? Libero?
Sì Ed esso è Libero. Ma il trasporto ha costato paid dal vostro lato
6. Pagamenti dei pls di condizione?
T/T. Ciò è Negoziabile